薄膜在分切、复卷过程中的张力控制是指能够持久地控制薄膜在设备上输送时的张力的能力。这种张力控制对设备的任何运行速度都必须保持有效,包括设备的加速、减速和匀速。即使在紧急停车情况下,也应该有能力保证被分切薄膜不破损。
一、概述
薄膜在分切、复卷过程中的张力控制是指能够持久地控制薄膜在设备上输送时的张力的能力。这种张力控制对设备的任何运行速度都必须保持有效,包括设备的加速、减速和匀速。即使在紧急停车情况下,也应该有能力保证被分切薄膜不破损。张力控制的稳定与否直接关系到分切产品的质量。若张力不足,薄膜在运行中产生漂移,会出现分切复卷后成品纸起皱现象;若张力过大,薄膜又易被拉断,使分切复卷后成品断头增多。所以收卷机必须具有良好的张力控制系统。
二、工艺原理
收卷辊的控制主要包括速度控制和张力控制两部分。薄膜收卷时,随着母卷直径增大,如果收卷辊的转速仍然不变,则随着收卷线速度的增大,必然引起收卷张力的递增,(因为从牵引装置送出的薄膜速度是不变的),这样不仅会造成膜卷的内松外紧,外层薄膜把内层薄膜压皱,而且分切时也会增加复卷难度,影响分切质量。因此,收卷辊的收卷转速必须随着母卷直径的增大而减小。一般认为薄膜收卷时维持薄膜张力的恒定是最有利于薄膜成品表观质量的。但实际上,由于薄膜层之间都夹有一定的空气(12%~18%),因此,即使在恒定的张力条件下也会出现外层薄膜将内层薄膜压皱的现象。解决这个问题的方法是随着母卷直径的增加,按一定的规律将薄膜的张力自动进行衰减。通常不同直径下的张力衰减值,在收卷之前需要预先输入计算机内,在生产过程中,操作人员再根据薄膜收卷情况随时进行调节。薄膜换卷时,薄膜转换到新的卷芯表面,卷径突然变化,收卷辊的转速、各系统的转动惯量都发生大的变化,引起张力的突变,以致经常出现换卷断膜现象。因此,在薄膜的张力控制系统内,必须设有张力补偿装置,用以实现软起动、软停止,防止收卷的薄膜产生皱纹。
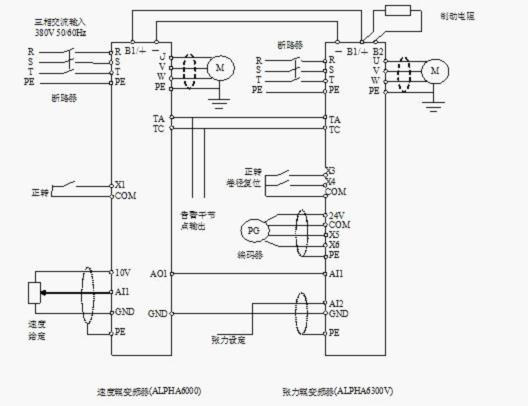
三、系统配置
6300V变频器是在6000V系列通用变频器基础之上,专门针对拉丝、印染、纺织等行业需要张力控制的卷绕需求进行改进而设计的专用变频器,精确的力矩控制以及丰富、灵活的配置方案使其可以满足印刷、卷染、蒸呢等多种行业的卷绕需求。